

Thermal Spray Galvanising - Anti Corrosion Overview
Thermal spray galvanising, provides a long life coating for up to 40 years and is suitable for all applications up to 420° C. This process is often specified in preference to hot dip galvanising to avoid the risk of distortion.
Curious to know how the thermal spray method can benefit your project over hot dip galvanising? Please contact us to discuss.
What is Thermal Spraying ?
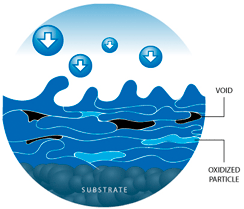
Thermal spraying is a process of applying pure or alloyed metals as coatings onto a wide range of base materials. The metals involved are not paints with metal particles but solid metals that are melted, atomised and sprayed to make a coating.
The atomised molten metal particles cure the instant they land onto the base material that is usually grit blasted first. The grit blasted surface provides the perfect key to produce a well-adhered coating.
In most applications, coatings are sealed after metal spraying.
Click here to download further information
Thermal Spray - Zinc - TSZ 02E
Anti Corrosive Finishing
Thermal spraying helps to protect and extend the life of a variety of materials placed in hostile environments. There is a wide range of metallised coatings, but in essence, they can be broken down into two categories:
1. Finishing coatings – these are mainly anti-corrosion or decorative coatings.
2. Engineering coatings – these include wear-resistant and thermal barrier coatings
We carry out thermal spraying for a wide range of industries including oil and gas, construction, marine and petrochemical. These industries, in particular, suffer from corrosion regularly.
Click on the image opposite to view a short video of the thermal spray, aluminium coating process.
Thermal Spraying Process
There are four
main processes for thermal spraying:
1. Flamespray.
2. Arcspray.
3. Plasma Spray
4. High-Velocity Oxygen Fuel (HVOF).

Only Flamespray and Arcspray are usually used for finishing coatings.
All thermal spraying processes involve spraying tiny molten metal particles onto a surface where they adhere and form a coating. On contact with the prepared surface, the particles immediately bond, firstly to the substrate material and secondly with each other as layers are applied, and the coating becomes thicker. The advantage of thermal spraying over hot-dipped galvanising is that the molten particles carry very little heat and therefore do not cause any heat distortion to the substrate.
Flame Spray Process
The flame spray or wire flame process is used for anti-corrosion coatings. It involves a wire fed by a roller system through the centre of an oxygen-propane flame. This melts the wire which is then sprayed onto the substrate via a high-pressure air nozzle.
Wire diameters for flame spraying usually range from 1.6mm to 4.76mm, and the wire is dispensed from coils or drums.
Arcspray Process
The arcspray process involves electrically charged wires guided to meet at a point and form an arc. An air nozzle then projects the molten metal onto the base material. The wires can be driven in three ways: Push, Pull and Push/Pull. Each of these methods offers its benefits. We can discuss the best option for your project with you.
Whether to flame or arc spray?
There isn’t always a clear choice between flame and arc spray; it can depend on the individual project. There are several factors including coating properties, bond strength, deposit efficiency, ease of operation, safety/spray environment, changeover time, maintenance time and costs, coating finish and ease of automation.
The effectiveness of thermal spray coatings
Thermal spraying is a process that goes back over 90 years and has been used in a wide range of applications including anything from a gas turbine to a park bench. It is unsurpassed as a protective system for structural steelwork and recommended by International and European standards EN ISO 14713 as giving greater than 20 years to first maintenance in very aggressive environments such the marine splash zone (category lm2) as well as all other categories. (Sourced from BS EN ISO14713).
Corrosivity category Im2: Temperature sea water (d,e): zinc corrosion rate typically
10μm/year to 20μm/year; 70g/m2/year to 150g/m2/year
|
Typical life to first maintenance years |
General description and suitability |
Mean coating thickness on each surface μm (minimum) |
|
Very long (≥ 20) |
Sealed sprayed aluminium conforming to ISO 2063 Sealed sprayed zinc conforming to ISO 2063 |
150 250 |
|
Long (10 to < 20) |
As above or: Hot dip galvanised (see footnote c under table 2f) Sealed sprayed zinc conforming to ISO 2063 |
150 to 200 150 |
|
Medium (5 to < 10) |
As above or: Hot dip galvanised (thick coating – see note 2 at end of table 2) |
115 |
|
Short (< 5) As above or: |
Hot dip galvanised conforming to ISO 1461 (steel ≥ 3mm) |
70 to 85 |
d – Hot dip galvanised tube, sheet and fittings usually have additional protection when used in seawater
e – Brackish water may be more or less corrosive than seawater, and no general estimates of durability can be given
(Source: BS EN ISO14713)
Material selection and typical applications
As the table above shows, the two primary materials for thermal spray corrosion protection are aluminium and zinc. A third, less commonly used material is zinc/aluminium alloy (85%ZN/15%Al).
The material used depends on several factors including environment, required life expectancy, adhesion requirements, local authority specification, availability of material and many more.
As a general guide, zinc is used in low corrosion applications, whilst aluminium is used for harsher corrosion environments and those with high temperature or splash zones.
Thermal spray is a flexible process and can use almost any material. Materials that can be used to spray include Aluminium, Bronze, Steel and Copper, it is just a matter of whether a material can be heated to its melting point without boiling away, it can be used for thermal spray.
Here at Ripblast, we generally use two techniques of thermal spraying:
1. Thermal Spray – Zinc – TSZ 02E
Zinc thermally sprayed using an electric arc process, which allows a variable deposition rate. The Arc Spray system uses two zinc wire electrodes, the wires are given opposite electric charges and fed close together to maintain an electric arc, causing the wires to melt. The molten material is sprayed onto the prepared surface with compressed air through a handheld or robotic application gun. Applications of zinc and zinc alloy thermal sprayed coatings can be easily controlled by the equipment operator to provide a thickness of 50 – 500 microns (.002” to .020”). The protective thickness is determined by the specified life span, as well as atmospheric and corrosive conditions to which the coating will be subjected. From an apple to a battleship, there are no size restrictions using this method. Click on the image opposite to view a short video of the thermal spray, zinc coating process.
Play Video
2. Thermal Spray – Aluminium – TSA 01E
Applied using the same method as zinc, aluminium TSA 01E is specified when the coating is subjected to especially harsh situations, particularly those encountered in deep-sea environments. It can also be used as a base coat for Arctec 28E AT – Non-Slip Aluminium Titanium coating, where a predetermined thickness is sprayed to meet the necessary heat dissipation values. The video opposite shows an inspection cover being coated with aluminium in preparation for its aluminium titanium top coat.
TSA 01E is also used as a temporary non-slip surface on lightweight decking boards for theatre and concert stages.
Click on the image opposite to view a short video of the thermal spray, aluminium coating process.
Typical Applications:
· Sub-sea couplings.
· Valves.
· Pipeline.
· Vehicle chassis.
· Railings.
· Metal structures.
· External metal signage.
· Garden furniture.
· Any metal that you want to protect from corrosion.
If you’d like further information on thermal spray galvonising, or to discuss a particular project, please get in touch with us.



